原料介紹
1. 矽膠
一般俗稱的矽酮、矽利康或矽膠都是指『矽氧樹脂』,是一個介於有機與無機的聚合物,其化學式為[-R2SiO-]n。由無機矽氧鍵骨架(...-Si-O-Si-O-Si-O-...)和共價鍵與矽原子結合的支鏈有機基團組成;透過控制骨架的長度、有機基團的種類和骨架的交聯,可得到具有不同性質的矽氧聚合物,從液體的矽油到有柔軟彈性的矽凝膠、矽橡膠和剛性的矽樹脂。
矽膠可沉積於土壤中分解,對水生物無危害且無生物蓄積性,不含任何重金屬、塑化劑與有毒物質;因而是目前世界公認最具環保之素材,歐美日等國已普遍採用 Silicone 材料來取代其他材料。
矽膠擁有極為優越的溫度穩定性,可在-40℃~200℃溫度內穩定使用不變質,並擁有最佳的離型能力;因此,矽膠產品在加工製程中的矽膠原料與包覆材的結合和封口作業就顯得非常重要。

矽膠的型態,可簡單區分為固態矽膠及液態矽膠;又再各自分為縮合型矽膠和加成型矽膠。若以材料價格來說,固態矽膠的材料普遍單價較低,液態加成型矽膠多屬高單價;但用途卻各大不相同。
不同型態矽膠的材料物性不同,其用途也大不相同;研發階段需依據客戶的訴求並了解產品終端用途而選擇適合的矽膠型態:
| 固態矽膠 | 常用於耐熱及離型能力較佳者,但產品表面較粗糙無法精緻化。 |
|---|---|
| 液態縮合型矽膠 | 常用於耐高熱及離型力特優、不可有接痕與氣孔的用途;但機械性較差,加工壓力不能過高。 |
| 液態加成型矽膠 | 常用於耐熱及離型力優、無亮點、無接痕、無研磨痕、高強度、高彈性的用途。但離型能力較差一些,因此加工製程的困難度是最高。 |
依據不同的使用需求,矽膠等級又分為工業用、食品用以及醫療業用。
| 工業用矽膠 | 特殊的電氣特性、耐熱/耐寒特性、抗候性、抗震性、抗化學特性、抗油性,常見於電子封裝、線路絕緣、緩衝配件、氣密防滲漏....等。 |
|---|---|
| 食品用矽膠 | 其不汙染性及無毒性,最常見的為食品加工業的輸送介質、食物裝盛器皿的防滲漏密封墊圈、奶嘴....等。 |
| 醫療用矽膠 | 優越的穩定特性(低化學活性)、抗緩衝性、柔軟度佳,常用於醫療用導管、齒科複製材、體內填充彌補物、美容填充注入物、人工軟骨、義肢、鞋墊、醫用緩衝墊、皮膚貼片....等。 |
2. 矽膠包覆材
液態加成型矽膠製品,因為使用目地與需求的不同,有部分產品需要包覆材將矽膠材料完整包覆。景運嚴格把關,蒐集來自不同國家的材料,歷經多年反覆的測試與研究,最後選定台灣製的高科技膜料,包含醚類、酯類、生物類與可回收的薄膜。
為了保持矽膠原料的優越物性,包覆材的物性及材質特性越顯得重要。
高科技膜料的撕裂強度,由下面比較數字,可看出比一些常用塑橡膠優越,耐磨性約為天然橡膠的3-5倍(採Taber法,荷重1000g,23℃摩擦5000次);水解特性,也是環保材料;部分特殊規格的高科技膜料還有顯著的防霉抗菌性。
| 性能 | 高科技模 | PVC | 天然橡膠 | ||
|---|---|---|---|---|---|
| 硬度 shore A | 96 | 90 | 94 | 87 | 77 |
| 撕裂強度(kN/m) | |||||
| 直角無割口 | 129 | 80 | 70 | 70 | 65 |
| 有割口 | 137 | 63 | 38 | 48 | 40 |
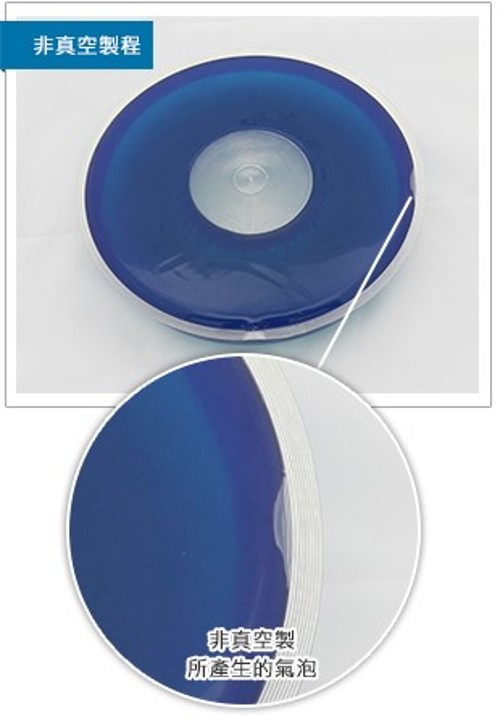
真空製成
生產過程中,填充「定量」原料,是決定產品品質和規格化的重要因素。尤其,產品外觀的曲度、線條設計越複雜、甚至搭配非硬質的包覆材料,原料的定量化越顯重要性。填充矽膠過少,導致成品產生空洞;矽膠過多,造成包覆材料爆裂。
一般常壓的環境,水蒸氣或其他氣體極易滲入原料之中,造成相同體積的原料重量不足與原料本質不純淨;因此,在產品封裝作業前到封裝作業完全結束,導入真空技術,將存在於矽膠原料中的水蒸氣和其他氣體抽離,大幅提升矽膠的純淨度;少了其他氣體的高純度及高填充密度矽膠,可達到定量填充。

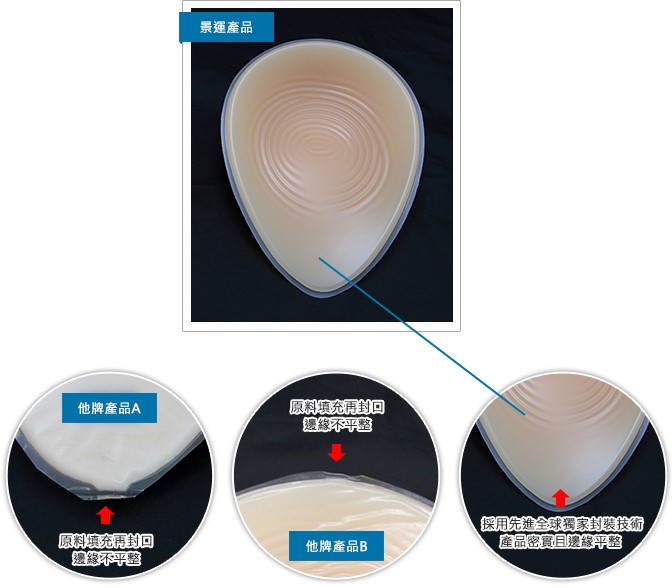
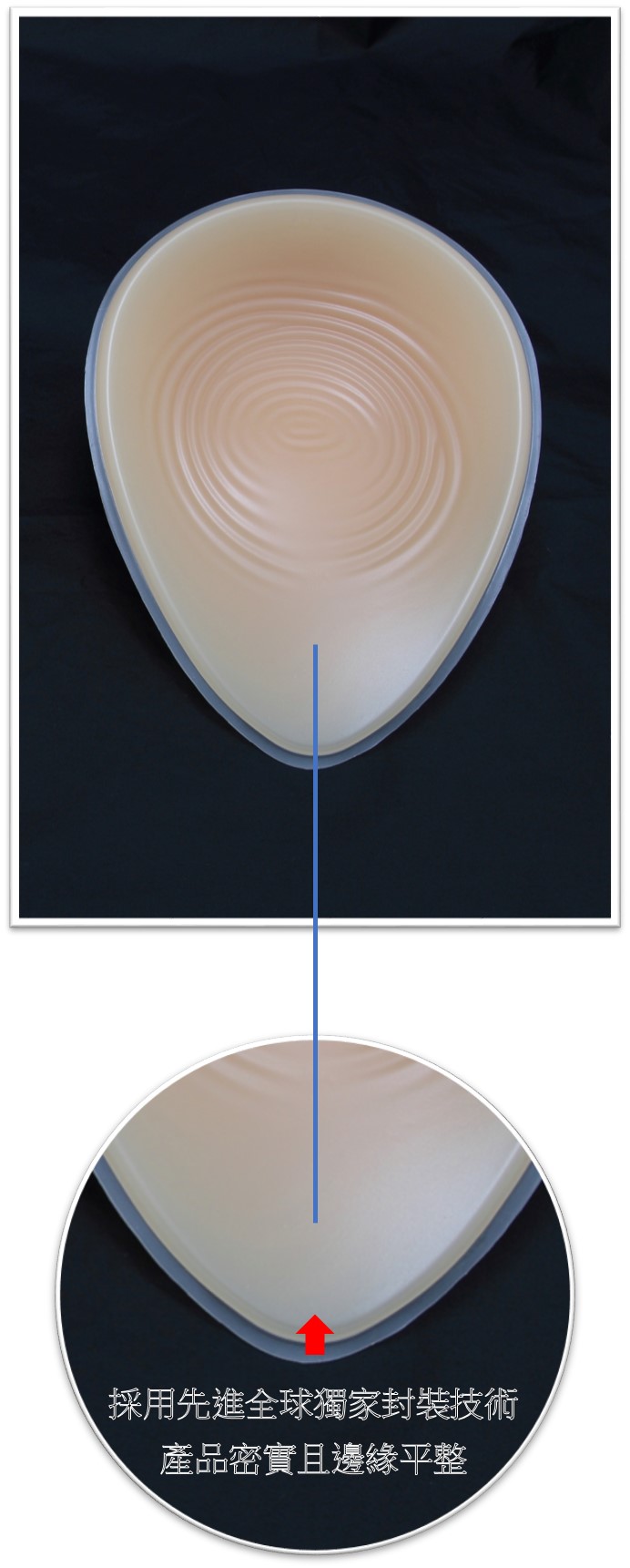
無縫封口
封裝過程中最容易被詬病的瑕疵,不外乎原料灌注口的原料滲漏和空氣滲入產品內部。最根本的解決方法,就是避開原料灌住口的設計。昔知的封裝步驟,將片狀的軟質包覆材料先製成一袋狀或保留一缺口(即灌注口),待液體矽膠從灌注口填充完畢,再進行第二次封裝作業將灌注口封死。無縫封裝的概念:運用「一次性」的封裝作業將液體矽膠完整包覆,同時達到氣密效果。景運的義乳產品,是全球獨家採用無縫封裝技術的產品。


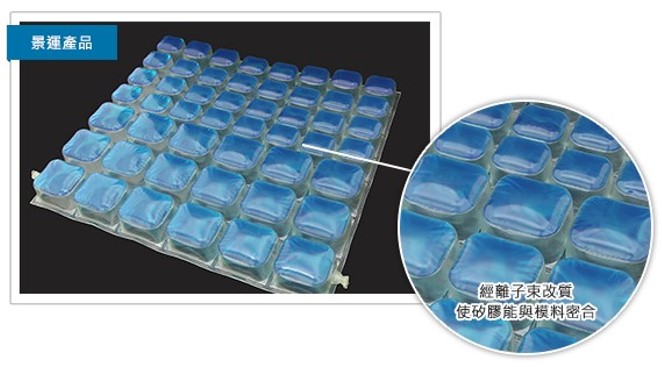
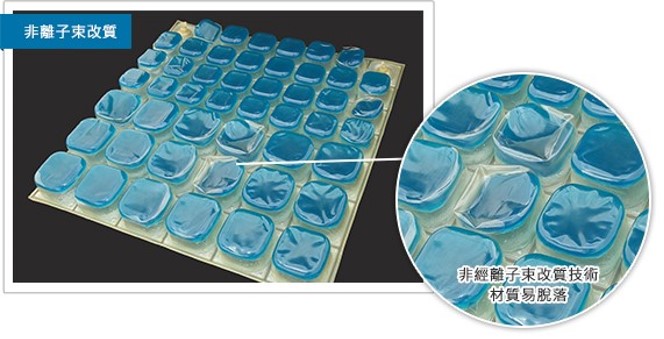
離子束改質
矽膠顯著的特性之一為離型,意即:矽膠非常不容易與其他材料黏結;因此,矽膠材料與包覆材料結和與選擇是一大工業技術考驗。最廣泛使用的電暈放電處理,是在大氣環境中,把即將與矽膠黏結的材料進行表面粗糙化的物理改質處理。
PLASMA電漿改質處理,是在真空作業環境中,選定特殊氣體為媒介,進行物理性及化學性改質;把即將與矽膠接觸的材料表 面進行蝕刻化的物理改質處理,表面自由基與矽膠進行化學鍵結(Bonding)2007年景運斥資上億自德國引進電漿改質處理設備,為醫療界首家將 PLASMA技術使用於醫輔產品。




以下景運所生產的椅墊產品,即是獨家採用此離子束與鍵結技術。
柔霧化表面處理
矽膠材料本身會有些許的黏膩感,不僅成品表面極易沾附在一起,還容易吸附落塵,因而造成某些產品在實際運用上有限制。
景運有三十餘年的模具經驗,將開模經驗運用在模具設計及模具表面處理,讓矽膠材料一脫模,即為霧面;或採用後加工式的派瑞林蒸鍍沉積系統Parylene coating,達到奈米等級的細緻霧化,矽膠表面不沾黏污漬和落塵,達到抗菌效果。

表面處理-無塵

表面處理-有塵
矽凝膠強度處理
矽凝膠材料若沒有外層包覆材料的保護,不耐撕裂將限制成品的使用範圍。將網狀物埋置在矽凝膠中,縱橫交錯的網狀物如同矽凝膠的骨架支撐,可大幅提高矽凝膠成品的整體強度,無法被撕裂開,尤其需要經常穿脫及高韌性的矽膠產品,須特別做此強度處理。
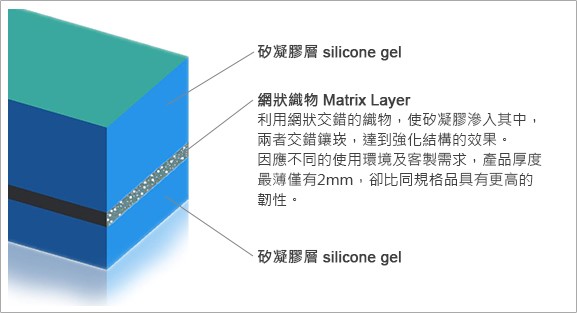
在義肢用襪套產品中,景運使用MATRIX織層,此特殊處理提供高度舒適性及強化的抗撕裂,延長產品的使用壽命。



異材質複合結構
材質A-矽凝膠+異材質
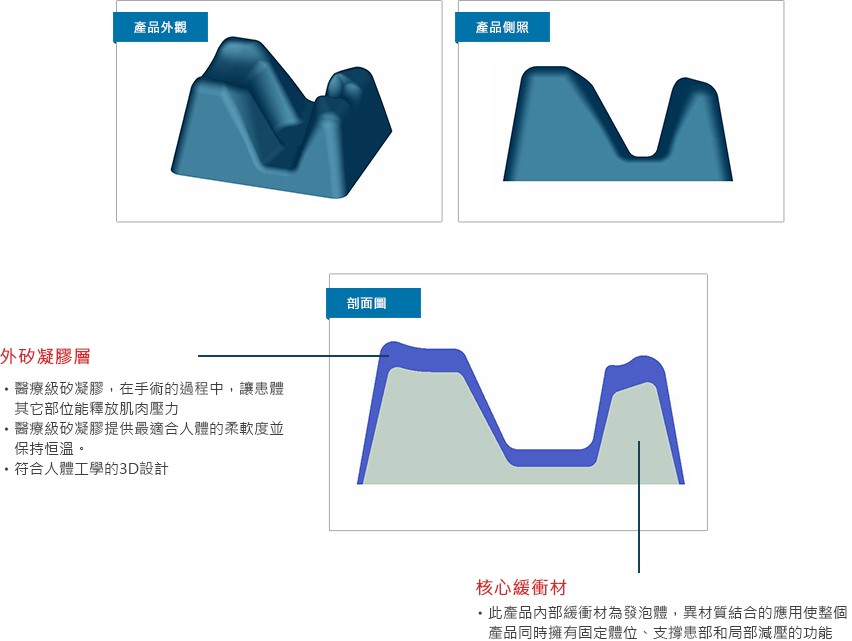
這一類產品的設計,需要運用二種(或)以上不同材質特性的材料;不僅需要一體設計,更要搭配臨床資料,多運用於手術室使用的身體定位支撐物件。
硬質材料,是用於連結手術檯並有固定位置的功能,矽凝膠層的柔軟和減壓特性用於緩衝麻醉後的身體與硬質支撐座的壓力。材料緊密結合不可分離的一體設計,在手術過程是防止因為材料鬆脫,造成身體不定位,影響手術治療的重要因素。將優越物性的矽膠與其他不同特性原料的結合運用,是最熱門的新興工藝與話題。
矽凝膠雖然有優越的減壓特性,但相較於硬質材料,矽凝膠的定位支撐力稍嫌不足。在矽凝膠層的內部或底部埋置緩衝材,可同時擁有固定位、支撐患部和局部減壓的功能。
1.矽凝膠+發泡體,實施產品: 頭部趴枕-泡棉底、 頭部趴枕-泡棉芯、 I型胸軸枕、 義乳MVT
2.矽橡膠+金屬件,實施產品:義肢套筒、 襪套-創新型、 襪套-傳統型、 腳趾套+磁石
3.矽凝膠+硬質塑件,實施產品:人台
4.矽橡膠+玻璃,實施產品:潛水用護目鏡
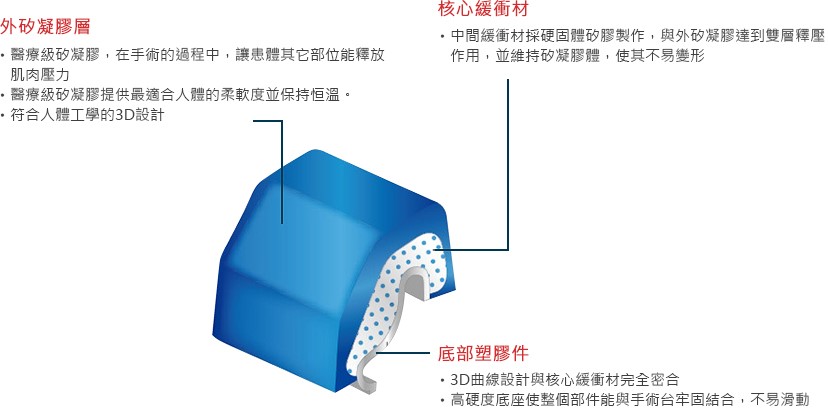
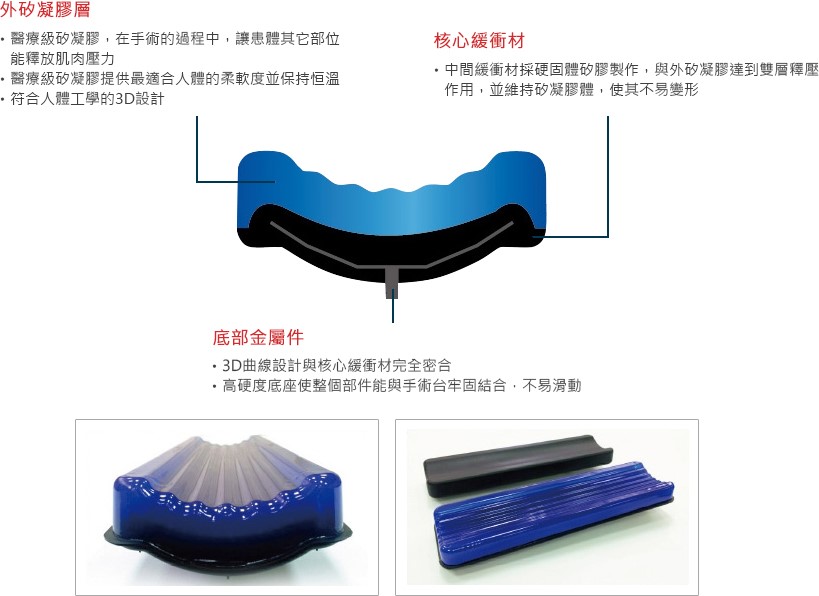
材質B-矽凝膠+緩衝材+塑件

成品底部的硬質塑膠材料需完全浮貼金屬托座的曲度,倚賴精密的模具設計; 同時,硬質塑材能輕鬆卡榫在金屬托座且重複裝脫不變形,需倚賴化工專業背景選取材料。
成品中間的緩衝材,一面吸收硬質塑材和金屬托座的衝擊力,一面支撐外部矽凝膠層。最重要的,中間的緩衝材,須緊密抓附底部的硬質塑材和外部矽凝膠層。
外部矽凝膠層的減壓和熱穩定特性,可降低麻醉後的身體因為血液循環變慢和重量壓力而產生的壓瘡。實施產品:手術台用 U型頭架。
實施產品:腦神經外科專用馬蹄形左/右頭枕
材質C-矽凝膠+緩衝材+金屬件

部分支撐架須藉由金屬物件鎖在手術檯或復健機器。
將金屬物件局部埋置在成品中間的緩衝材;需要搭配機工專業計算和臨床資料,才能確定金屬物件的埋放深度,不僅有支撐功能,且在使用上不會有金屬物的硬質感;模治具設計使金屬物件在整個製程中準確定位,製程結束後簡易脫模。
實施產品:手術檯用胯膝支撐座/ 側腰支撐座/ 手臂固定
機械刀裁邊
機械刀裁邊在技術上,廣泛只應用於平整物體。非平面物體因裁切及定位上的困難,業界多採用人工裁切。他牌產品因人工裁剪,所產生不平整(或缺角)的邊緣。基於高品質的要求,景運運用自家模具及研發優勢,開發3D裁切機台,生產上比一般裁切作業增加更多道工序,但也展現出景運對於質量控制及高精密的產品要求。

3D裁切台面

每套模具皆有履歷編號嚴格控管

實施產品: 流體座墊/ 減壓床墊/ 手術檯用減壓墊/ 義肢襪套/ 義乳/ 胸墊…全系列產品